
Installing equipment beginning with screen printer.
Surface Mount Technology Department


Pick & Place and Reflow installed.

Describing process to the Prime Minister of New Zealand.

Close proximity cellular design reduces travel, increases communication & minimises work in progress.



Picture 1 (2012 ) shows two production lines located in close proximity to the end of the SMT production line (Pic 2 2015), reducing travel, improves communication and helps to limit WIP. Pic 3 illustrates continuous improvement activity with, shelving moved & replaced by inline meter mixing machine, connected to automated X/Y table.
To view each picture, click & hold on circle with arrows. Move left & right.
Before
Migrating to flow lines 2010.
Kanban & digital work instructions being phased in.
- Technician assembles product in its entirety, including prep work.
- Long lead times.
- Product not being tested as it is built increasing opportunity for large number of defects.
- Requires a test schedule.
- Increased work in progress.
- Increases opportunity for damage/obsolescence.
- Poorly utilised space.


After
Flow lines in operation 2015
- To left of picture is the In process Kanban with prepped components.
- Changeover time reduced from two days to 15~30 mins.
- TQM principles applied with each assembly technician checking the previous technicians work, aided by computer based schematic, BOM, digital pictures, videos and instuctions.
- Modular line design for mobility during relayout.
- Pneumatic tooling changed to electric, reducing noise and accomodating modular relayout.
- Secondhand wavesolder purchased & installed. Utilises spray fluxer instead of foam fluxer, improving solder joint quality and reduces cleaning.
- Old wavesolder provides spare parts in the event of breakdown
- Grey cupbards in background provide critical spare parts kanban. 5S ‘Shine’ cupboard holds cleaning supplies and tools for assembly technician team.
Before
Visual management not possible.
- Obstructive shelf design breaks down communication & creates silos.
- Shelves allow clutter to accumulate untidily.
- Pneumatic tooling restricts ease of relayout.


After
Flow line 2015
- Integrated, real time, in process testing finds defects immediately after unit build and provides immediate feedback loop for the rest of the product run.
- Prepping station in foreground re-designd with ergonomic bench, shadow board and castors for mobility.
Before
Test department
- Test department is to the left in the picture. Untidy and visual management not possible.
- Department was broken down and integrated into continuous flow lines.


After
U Shape Production Cell
- Accommodates good communication for frequent changeover.
- Accomodates 1.5 changeovers per day on average.
- Designed to facilitate low volume / high variety product range.
- Centralised inventory expediting SMED changeover.
Before
- 5S principles not applied. Untidy area wastes time as technicians must search and find items.
- Partially tested product in foreground. Technicians switching from product to product attempting to satisfy demand from final assembly.


After
Floor space now occupied by a production cell complete with…
- Digital work instructions.
- Task lighting.
- Kanban.
- Continuous flow line with modular design for easy relayout.
Before
Production floor 2009.
- Work station methodology used in conjunction with kitting.
- Visual management not possible.
- Inconsistent assembly times from technician to technician make attempt at accurate schedule futile.
- Poor ergonomics & low level lighting places strain on operators, in turn leading to defects.
- 5S not applied & undefined shelving leads to untidy, cluttered work area.
- Obstructed walkways lead to mishandling and rework.


After
Production Floor 2015
- Continuous flow line up & running since 2010.
- Task lighting and ceiling lighting added.
- Ergonomic benches, seating and lighting designed into work space.
- Air conditioning adjusted and controlled. Avoids individual heaters, reducing fire risk & lowers costs.
Before
Production floor 2011
- Work station methodology being transitioned in preparation for production cell. (Left of picture)
- Flow line 1 fully operational. (Right of picture)


After
Production Floor 2015
- Production cell to the left. Flow line to the right.
- Continuous improvement in action. to the right, extraction units added & safety cover preventing flying leads.
- Clearly defined thoughway with adequate spacing.
Before
- Island workstations.
- Undefined pathways for movement of people, parts & assembled product.
- Inadequate provision for raw material & workspace.


After
- Clearly defined pathway.
- U shaped cells running alongside windows, with a standard footprint & making use of natural light.
- Kanban inventory centralised, along with department supervisor for good communication & visual management.
- (Note: Picture taken very recently after relayout. Significant room for improvement: cables foreground to be tidies & secured. Excess raw material)
Before
- Raw material resting on floor
- Causes damage.
- Poses tripping hazard.


After
- Kitting trolleys being phased in.
- Allocates known location.
- Prevents damage.
- Prevents accidents.
- Increases technician value add time.
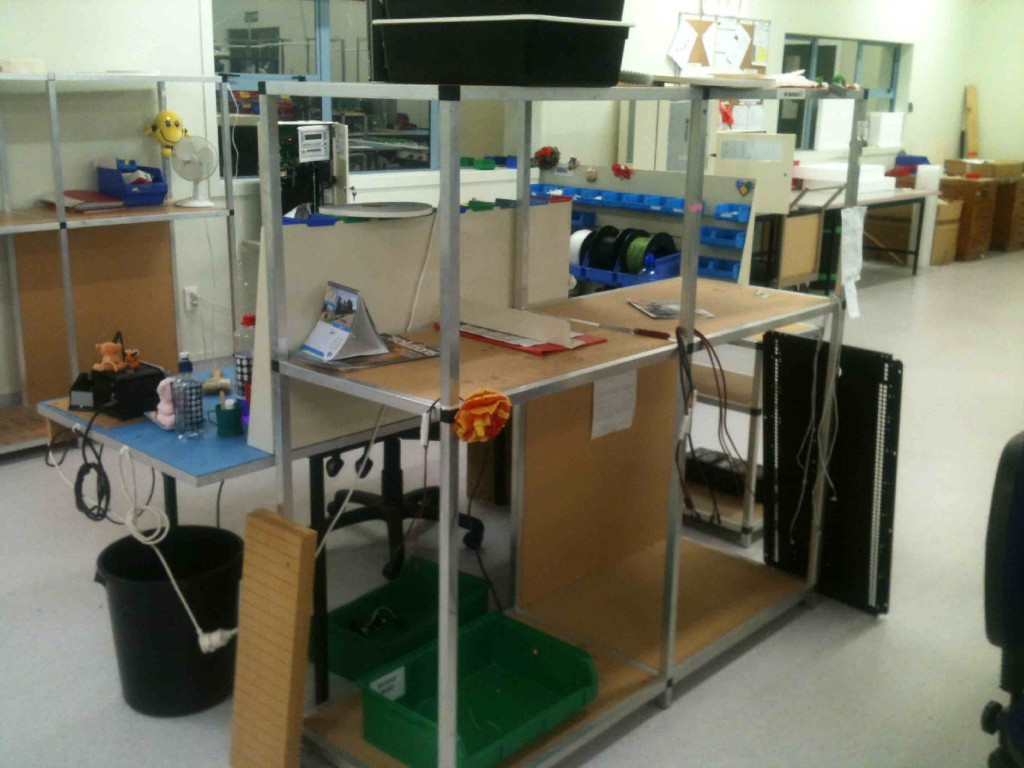
Before
- Insufficient workspace.
- Undefined tooling & component locations. Leads to waste, defects and potential accidents.
- Work area being used as a throughway.


After
- Larger footprint provides a sufficient space to work.
- Technician provided a computer allowing access to the following – Digitised Work Instructions. Standard Drawings. Department schedules. Email communication for customisation details.
- U shape maximises floor space and includes soak test area (left of photo).
- Travel to soak test area eliminated, saving time and prevents accidents.
- Work area cannot be used as a throughway.
- 5S principles yet to be fully applied – shadow board & defined component locations.
- Strategically designed for trialling a flow line assembly concept. See CAD video.
Before
- Island workstation. Walkways all around and often used as throughway.
- Partially completed product sitting on bench in danger of being knocked over either by assembly technician or passing foot traffic.


After
- Newly designed workstation confirgured in standard U shape footprint at cell level.
- On a larger scale, the final assembly area was designed in U shape format making use of the natural light from windows.
- Component inventory centralised as Kanban for fast, easy access.
- This establishes clearly defined walkways, very important when being used to transport bulky goods.
- Large items from stores can now be pre-kitted and delivered through these paths.
Before
- Shelving not fit for purpose wasting space & gathering clutter.

After
- Kitting trolleys being phased in
- Allocates a known, safe location for components.
- Prevents damage.
- Prevents accidents.
- Pre kitting prevents high value technician looking for components & keeps production flowing.